

����늳��Ԅ����a��������ϵ�yԔ������

Դ늳������DŽ����늳��a�I�ǽ�Щ��dz��𱬵����d�a�I���Ј��lչǰ���dz������������������ڂ��y�IJ������U����늳أ�߀��懚�늳أ�����ȼ��늳أ��늳؟oՓ���ډ������h������ȫ���棬߀�Ǹ��������w�eС�������p�ȷ����кܴ�ă�Խ�Լ��lչ���������ИI���®aƷ�����ǰٻ��R�ţ�Ҳ���~Ŀ���顣
Ŀǰ�@���ИI��������늳ر������OӋ,߀�������a��ˇ��߀�������������a�����O�䶼߀ȱ�����^���Ƶ�Ҏ�������˜ʻ�ָ������������aƷ���ĺ�Ρ��@�ӌ��µĬF���ǮaƷ���OӋ���{ԇ�����L��Ͷ���YԴ�����aƷƷ�|�ò������C�����aЧ���Ҳ��Ŀǰ�ИI�ձ�F��
�҂�֪���Ԅӻ������O���OӋ�ijɹ��c����ߺÉģ�����ȡ�Q���Ԅӻ����gˮƽ�������OӋ������Ƽܘ���Ԫ�����x�͡����I��ʽ�ȵİ��ռ���˜ʻ���Ҏ����������Ҳȡ�Q�ڮaƷ�Y���������a��ˇ�Ę˜ʻ���Ҏ������
���ں��ߣ��Ԅӻ��O���ṩ�ǟo���ʴ_���յģ���늳����a�S���������Ԅӻ��a�����O��ļ��gȱ���������⡣���`�C����Ҫ���F���a�Ԅӻ������O��ĸ�Ч����Ҫ�aƷ�_�l�c�O���_�l���ߵĸ߶��ںϡ�Ҳ�����f������͑�������aƷ������ˇ�����Ԅӻ��ИI�ĸ���Ŀ�ĺ��OӋ���_�c�������������g���x�͵�ֻ�nj��F�ķ������ֶΡ�
������Ҫ��̽ӑ�����늳��Ԅӻ��a������ϵ�y�OӋ�����P�O�䡢�x�������ߵ��x�͵�һЩ˼·��
һ���늳����a�^���еĬF��
Ŀǰ�Ј��ϲ����^����늳���Ҫ�������F�늳غ���Ԫ�늳أ����ȶ������Oԭ���ϲ�ʹ�����mȻ�������a��ˇ���̱��^�ӽ������A�ι�ˇ����߀���в�����Ҳ�ͬ���ÏS���в�ͬ�IJ��ϵ�ʹ�ú���ȣ���ˇ��׃�����������O���x��Ҳ���в��
���⣬�늳؏������Ϸַ���늳ء��A��늳غ�ܛ��늳أ����đ��õĽǶȣ��ַ֔��a늳ء�����늳ء�����늳ء����Є���늳غ̓���늳��nj����������оͨ�^�������ķ�ʽ�B��������늳ؽM��늳ذ������C���˄����͟������늳ع���ϵ�y��
����ڔ��a늳أ��о����M���M�b�DŽ���늳�ϵ�y���a���OӋ���õ��P�I�����B�������о���a�����Σ�����܇���a�����õĺ��ĭh�������늳ص�ǰ�������˜ʻ����о���a���M�b��ˇ������о����M���M�b��ˇ��Ŀǰ߀ȱ��������ИI�˜ʡ�
���Č���Ҫ�Է����о�����늳؞�����̽ӑ���ε����a����ϵ�y��
����늳����a�Ĺ�ˇ��������
�늳����a���浽һ���L�����s�����a朣����������a朁����늳����a�ǵ��͵�����ʽ���a������ˇ�^�̻��������B�m�M�еģ����a������׃��
�����˜ʻ�����ȼ���������P�ȣ��о���a�μ�����늳����a��ǰ���Ѱlչ��ʮ���꣬�����Ϲ�ˇ���O��˜ʻ�����ȱ��^�ߣ��m�����xɢʽ�������a��ʽ������΄���늳ؽM�b���ǽ�Щ��Űlչ�����Įa�I���ИI�˜�߀̎��̽���A�Σ���Ȅt���Ԅӻ����a�m����ˮ��ʽ�������a��ʽ����������һ��֎Σ����gͨ�^��Ʒ/���Ʒ������B�ӡ�
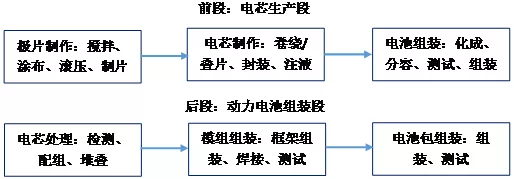
���M�I��Ĕ��a늳����늳��ИI�lչ����Ҳ�����đ��îaƷ�������a��ˇ���O������˜ʻ�����Ҫ�������о���a�S�����a����“�о”Ҳ�ǘ��Ʉ���늳����a�������ԭ�ϡ��о���a����Ҫ�漰���O���У�
1���OƬ�����Σ�����C��Ϳ���C��݁���C���֗l�C����Ƭ�C��
2���о�����Σ����@�C���BƬ�C���뚤��עҺ����ڵ��A�b�O�䡣
3���о�M�b�Σ���늻����O�䣬���ݜyԇ���о�yԇ�x���о���b�O�䡣
�о���a����Ҫ���õ��Ŀ��Ƽ��g������ͬ�����ƣ��mƫ���g���������Ƶȣ����浽����Ҫ�x���������O����Ҫ���о��늉�������yԇ�x�������ݜyԇ��������,�е��ʼ��⺸�әC�ȵȡ��@Щ���DZ�����Ҫ̽ӑ�����c��늳����a�ĺ�Σ�����늳ؽM�b�β��DZ���̽ӑ�����c��
��������늳ؽM�b��ˇ���a������
����늳ؽM�b�Ԅӻ����a��Ҫ�������о̎���Σ�ģ�M�M�b�Σ�ģ�M��ܺ��ӶΣ��R���ź��ӶΣ�PACK�b��Ρ�ij���΄���늳����a�������D��

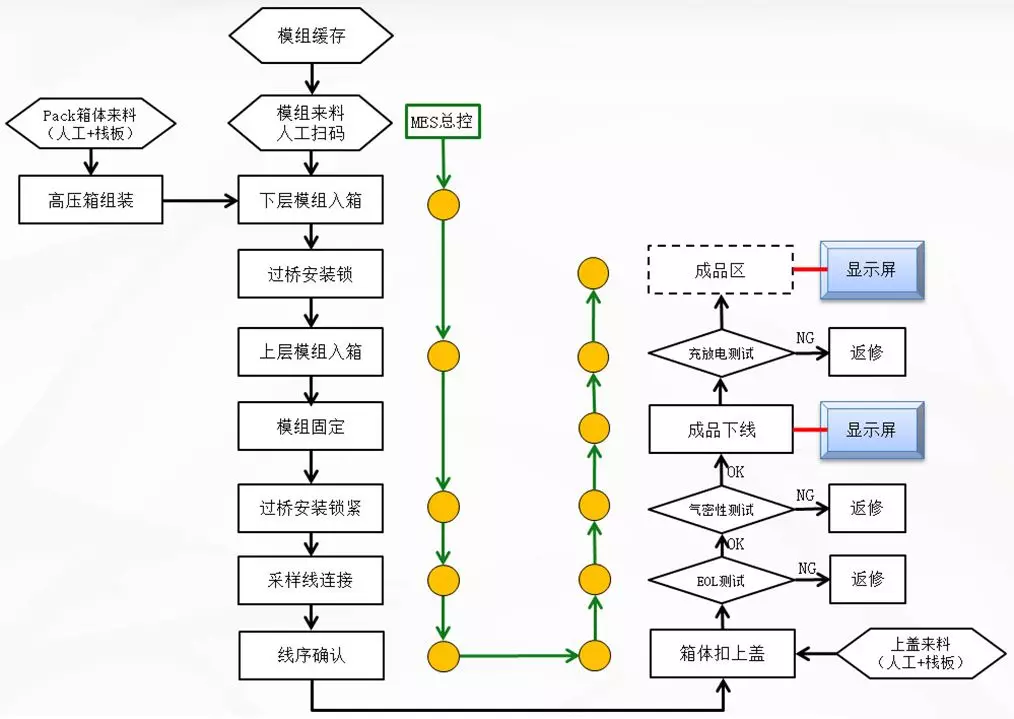
�ĈD�п�Ҋ����늳ؽM�b���̻����Ǐ��^��β�B�m�M�еģ�һ����ģ�M�M�b�c늳ذ��M�b��֮�gͨ�^ģ�M�������B�ӣ�Ҳ�����f���������a�^�̿��ԷֳɃɶ��������ԄӾ���
һ����ԣ�������ܛ��늳ء�Ӳ��늳�߀�LjA��늳ء�ģ�M���Ԅӻ��M�b��ˇ���̶��Ǐ��о�����_ʼ�ģ��@�����Ͽ�����ԭ�������ṩ�İ��b��Ҳ�����ǏS�ҽ��^�z�y��yһ�����õČ����Ͽ����Ͽ������˹�������Ҳ����ͨ�^���͎��Ԅ����ϣ�Ȼ��ͨ�^�C���ֱ�ץȡ��
���ϵ�ͬ�r���M���о���x�a���о�O�ԙz�y���о���x���о��șz�y���о�����OCV�șz�y����������Ʒ��������ͨ�^���z�ͷ��x֮����ģ�M��ˇҪ��IJ�ͬ���քe�M���T����x���坍��Ϳ�z�N�z���о�ѯB��ģ�M�M�b���O���������Ρ�ģ�M��ܺ��ӡ�ģ�M��a�ߴa��ģ�M�z�y���R���ź��ӡ�BMSϵ�y�B�ӡ�ģ�M��K�z�y��ģ�M���ϵȹ���
�@һ���й�������ɏĆ��о��M��ģ�M�ĽM�b��ˇ�^�̣���ģ�M��M��늳ذ��^��Ҳ������ơ�Ҳ�����f���еĹ���̎��������LJ��@���о��M��ģ�M����M��늳ذ����M�еģ��磺ֻ�н��^һ���Йz�y��̎���ϸM�����^“ͬһ��”Ҫ����о���܅��c��M���о�ѯB�cģ�M��ܽM�b�ã����ϳɽMҪ�M��M�b���Ȳ����M���о�����ĺ������I���о�M�b��ģ�M��ϲ��ϸ�Ҫͨ�^�yԇ���ܴ_���ȵȡ�
��Ȼ��ͬ늳����a�S�ң�ͬһ�S�Ҳ�ͬ��Ҏ����̖�в�ͬ�����a���̣���������̷����ϲ�ࡣ��Ҫ��e���о��ģ�M��늳ذ��в�ͬ�ijߴ硢Ҏ��Ҳ�в�ͬ�֙n����Mԭ�t�����ڜyԇ�������Դ�������ضȱO�صȵȻ������Ǹ���˾�ĺ��Ĕ�����
��ˣ������о���Ȱ塢�˰塢�^��Ƭ���B��Ƭ��Ͷ�����ϲ��ģ�M��늳ذ��ĽY���ͽM�b����ИI�˜ʻ���ȱλ�����أ������OӋ�rҪ����ע��a���ļ����ԡ������Ĺ��ģ�Ҳ�����fĿǰ���a���OӋҪ��λ�ڶ�Ҏ��С�����쾀���a��ʽ���@Ҳ��һ���Ƕ��f�����a���Ŀ��Ƽܘ��OӋ�������ɼ���̎����ʽ�ļ��g���濴���OӋ�Ԅӻ��a������ϵ�y���P�I�����@MES���������ϵ�y���OӋ�����OӋ����ϵ�y��ָ�����ġ�
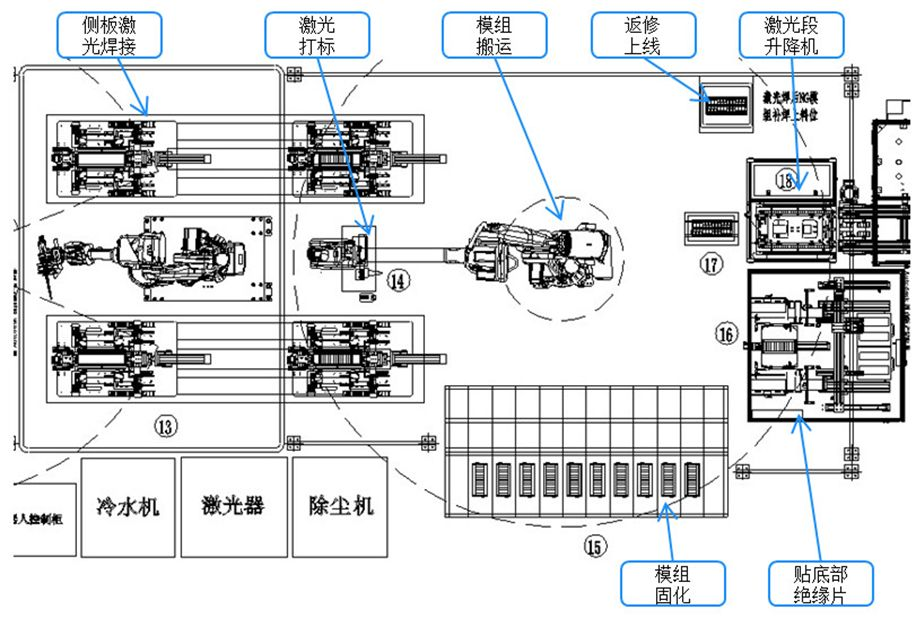
�������Ϸ������M�����ÙC���˅��c늳ؽM�b���a�������x�����ݔ�;���ҕ�X��λ�������O�䣨��߹��ʼ��⺸�әC���͌��Ùz�y�x�����������늳����a�^�̡�
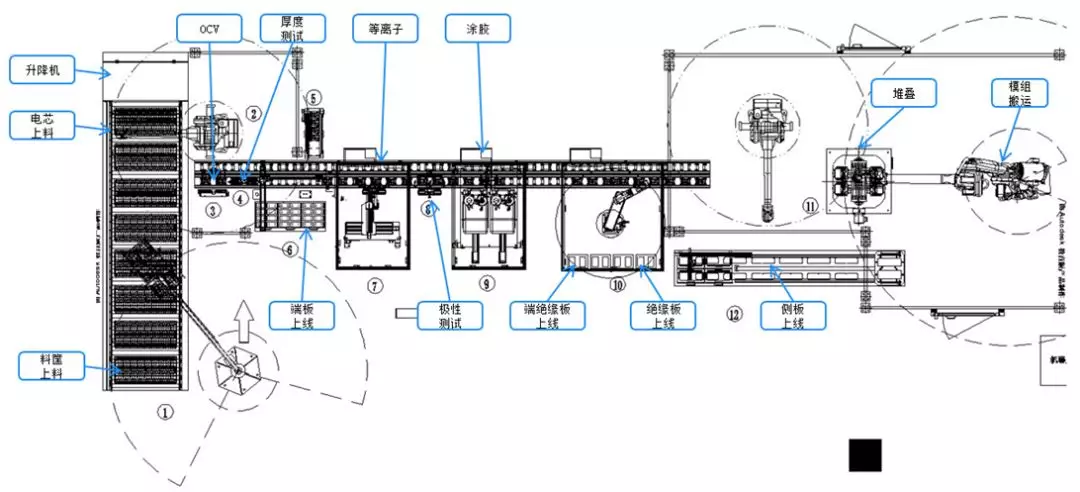
���ψD��ʾ�о̎���Σ����^�m����ͬ����ݔ�;�������о�ߴ�С��׃��Ҳ��������λͬ���\�У��������g��B�ͅ������B�ӡ��D�Q�����ɿ���ģ�M�ѯB���M�b�t���m�����x�ÙC���ˡ����D��ģ�M����⚤�ĺ��Ӡ��浽���ӡ�ҕ�X��λ��ͬ�ӑ��ÙC���˸������`����ڰѲ�ͬ���ϽM�b��һ�𣬰��Ʒ/��Ʒ���a��λ���D�ƾ��ܰl�]�C���˵��`��マ�ݣ��@Ҳ�Ƕ�Ҏ��С�����쾀���a��ʽ������x��
�ġ�����늳����a������ϵ�y����
��ǰ�Č�����늳ؽM�b�a�����a��ˇ�������c�ķ������Ŀ���ϵ�y�Ƕȿ���PLC���C���ˡ��ߴa�����ς�ݔ���z�y���yԇ�����ӡ����m����MES��������й���ϵ�y�������l�a������Ҫ��Q���P�I���g��Ҳ���m�ö�Ҏ��С�������a�ΑB����Ҫ���g֧�Ρ�
����ǰ���f�ģ��a���Ŀ��Ƽܘ��OӋ�������ɼ���̎����ʽ�ļ��g���濴���OӋ�Ԅӻ��a������ϵ�y���P�I�����@MES���������ϵ�y���OӋ�����OӋ����ϵ�y��ָ�����ġ�
MES���������ϵ�y����һ������������I܇�g���Ќӵ����a��Ϣ������ϵ�y��MES������܇�g���IӋ������ɣ����Ԟ���I�ṩ�������씵��������Ӌ���ų̹��������a�{�ȹ��������������|�������������YԴ�������O����������߹��b��������ُ�������ɱ��������Ŀ������������a�^�̿��ơ��Ӕ������ɷ������όӔ������ɷֽ�ȹ���ģ�K������I����һ���������ɿ���ȫ�桢���е�����fͬ����ƽ�_��
�������^���I3.0���ֻ����S�����Įa����^��2��30��İlչ����V�ȡ�����Ѱl���ܴ�׃��������������ʮ���Ŀ���ܣ��ڲ�ͬ�����I��ͬ�����a�h���������c������ͬ��
һ������MESϵ�y�mȻ�ṩ�����_�l���ܣ����ڌ��H���ã��������c�O��ӵ��B���ϣ���錍�H�����a�I�h�����ΑB����ˇ�������͑�Ҫ��ȸ������ܴ������������Ǻ���֣���õķ�ʽ߀�Ǹ���MES��ԭ���������H�đ������������_�l���õ�MESϵ�y��
���ڄ���늳��Ԅ����a����MES��Ҫ�Ĺ��ܼ��������������H���ڣ�
�O��������O���ˇ����ģʽ����B�����������õĹ�����Ҳ�����a�����O���\�����ܡ��a�ܵ��u����uptime��downtime��yield��efficiency�ȡ�
�����ɼ����ھ������r�ɼ���̎�����Nԭʼ���������ɸ��N�����첢���档�@Щ������ϗl�a����̖���}���ȣ����M������ۙ��Ʒ�|�ܿء����a�O�ء����ɸ��N����Ļ��A��
�|��������ͨ�^�ھ��yԇ���x����z�����a����������ˇ�ķ����ԡ��ɿ��Թܿأ���SPC,SQC,CPK,R&R,K&K�ȷ�����
�䷽���������Ӌ�����䡢���a�{�ȣ���Ʒ���롣
���a�O�أ����a�^���еĸ��N���r�������O���\�Р�B������Ϣ��
������a�����Nӛ䛡����ɡ���ԃ������ɺ��̎����
�ɴ˿�Ҋ������ϵ�y�ĺ����䌍���ǔ���̎��������ϵ�y�IJ�ͬԴ���ڔ�����Ⱥ͏V�ȵIJ�e���@Ҳ�ǹ��I�Ԅӻ��lչ�����ֻ����S���ٵ�δ�������ܻ����S�Ļ��A����늿غ�IT�ĽǶȣ������@Щ���ܿ��Էֳ�ǰ�˔����ͺ�˔�����
���r�Եģ�ԭʼ�Ĕ�����ǰ��늿�̎�������������IJɼ����O�估�\�Р�B�ıO�صȣ����������D�Q�����ɼ������ɺ��IT̎����ǰ��˔���ͨ�^����ϵ�y�߶Ⱥ������yһ��ͨ�^ͬһƽ�_��ͬһ��ʽ�����\�С��ϵ������Ӱ푡�
�壬����늳����a���Ŀ���ģ��
�����W�J�阋��ϵ�y����ԓ���@��������ǹ��ܣ��������ֆ��}����ԓ�Թ��ܶ������Բ��E��
����ǰ�Č�����늳����a���ķ������ڱ��C��ȫ�Ļ��A�ϣ����ˌ��F����Ӳ�����ã��������λ��������h����늣���ʼ�����O�����̎���ȣ����ͽ��侀ԭ�t�����Բ��������������^���п��ƣ��F���ֲ�ʽ�����B�ӿ��Ʒ�ʽ���OӋ��������ϵ�y��
�@Ҳ�ǻ���ģ�K�����˜ʻ����OӋԭ�t���oՓ�ǙC��߀��늿أ���늚�߀�ǿ��ƣ�Ҫ���܌��F����վ�ɆΪ��{ԇ��������D�\���M�b��һ�w����ģ�M�����OӋĿ�ˡ������Ŀ��ƾW�j��������Ҋ�ĺ�퓈Dʾ��
������Line���ɷֳɎׂ��^��Zone����ÿһ���^��������ģ�M(Module)�M�ɡ�ģ�M��ָ����ɮa�����a��һ�������^�ε�ģ�K���磺�C������M�����⺸�ӵȣ���ģ�M�����ɹ�վ��Station���M�ɡ���վ�փ�����Aվ��Base Station�����Ƴ�վ��Process Station,Ҳ����Testվ����
�Ƴ�վ�������һ�����w���a������������һ�������O�䡣Testվ�������Processվ��һ����ָ����ϵ�y̎���Ĝyԇ��վ����Ƕ��ʽCCD�z�y�����Aվ�B�Ӹ�����վ��������ݔ�;��������gվ��Ҳ������̓�M�Ĺ�վ���Mһ���أ���վ߀���ԷֳɶΣ�Segment����һ�����ο������һ�������Ĺ�ˇ�^�̡�
�ӽY�����D��늚ⷽ����ϣ���→�^→ģ�M����վ�������ӻ����Y�������Ʒ�����ϣ���→�^→վ����ģ�M��→�Σ����x�ӣ����������ģ��ӻ����Y�����İ�ȫ�ĽǶȿ�������늌ӣ��^��ģ�M��վ�����ɲ����ӣ�����^��ģ�M��վ����

Խ�ǵӃ��ȼ��eԽ�ߣ����Թ�վ��늚�Ϳ��ƽY���Ļ��A�����ж��x��Y�����@��վչ�_��ͬһ�ӽY���IJ�ͬģ�K�g�茍�F�������b�OӋ�����������Ô�����c���H����ݔ��/����ַ��������֮�g��ͬ�Ӳ�ͬģ�K�g��I/O朽ӵ���������Á���ɡ�
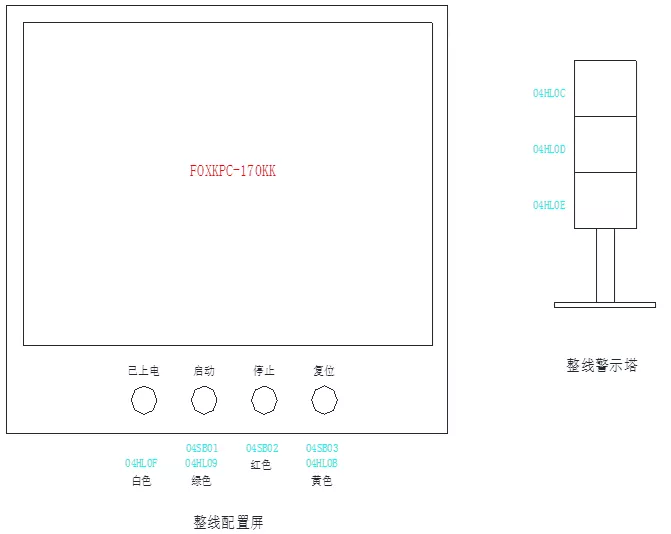
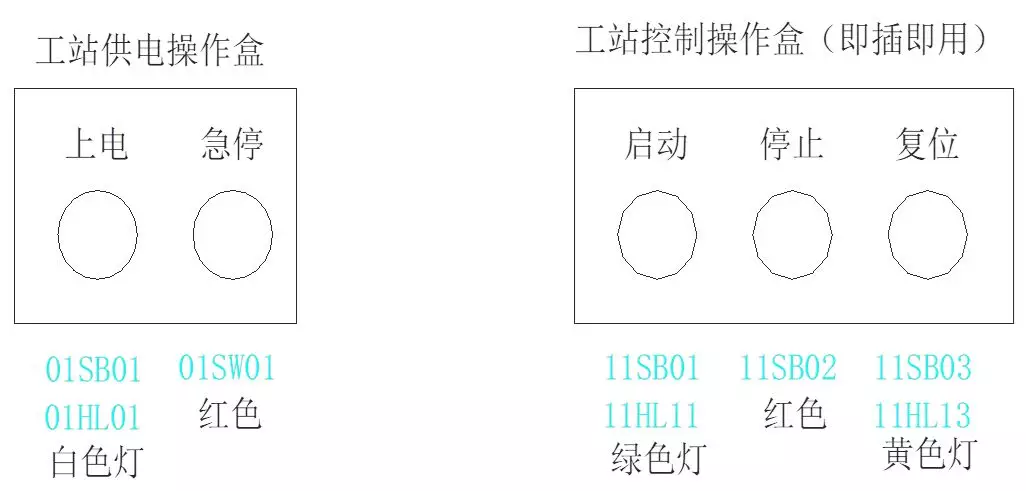
��������ԭ�t��������������������վ̎��������վ�ɲ��ô�ߴ�Ĺ��Iƽ����X���������_������վ������������ıO���⣬߀�dzГ�MESǰ��˔������B��ƽ�_���������_��������Ć���/ֹͣ�����P��B�@ʾ����λ�Ȼ������ܡ��D���Ǿ�һ�����˙C�������挍������ͬ���������İ��o��ָʾ�c�������P���\����ƽ����X�ĽM�Bܛ���Ɍ����^��������վ�M�����á��������O�ü��@ʾ��ͬ�rҲ��MES�\�е�ƽ�_��
������ˇ���a�����������ɷ֎ׂ����ƅ^��ÿһ���^����һ��PLC��1������������_������HMI�����C��ȫ�Ļ��A���Բ������Ξ�ԭ�t����ÿһ�����ƅ^��ȿ��ԆΪ���ͣҲ����ͨ�^������ͣ��
�D�Dž^һ�����˙C�������棬�������o���@ʾ�c���^���P�����õ�HM���Ԍ����^��ģ�M��վؓ؟���������O�á��@ʾ�ȶ����ڴ��M�С������������^�ȸ�ģ�M��վ�����䌣��HMI��

��վ�cͨ�^�W�j����B�ӣ��F����������������Ҳ��ͨ�^λ�����B�ӡ��D����վһ�������У���2���߅�c��ȫ���P��ԭ�t�ϱ����䣻��߅��Ҫ�����{ԇ���x�䣩�ã�Ҳ����Ҫ�Õr���B���ϡ�
����һЩ�D�еİ��o����ָʾ�Ķ��x���]�Ї����Ҏ�������Ը������H���ö����x���������2������ԭ�t��1�����C��ȫ�Ļ��A�ϣ�����Ҫ���Ρ�2�������^��վ�����Ķ��xҪ�yһ���F��ֻ�����ó��õİ��o��ָʾ�����oՓ�Dz�������B�@ʾ����߀�Dž����O�ã������ɼ��ȵȣ���Ҫ�څ^HMI��̎����
����MES���O��Ĺ��������H�����пɷֲ�����ˇ�ɲ��֡�
1������ģʽ��ָ�O���\�з�ʽ����������͠�B��
һ���ֵ�����x���όӵ��ӣ�ע�ⶨ�x�IJ��DZ�횣�Ҫ�������H���ö�ȡ�ᣬ���±����ֹ�ֻ�ǹ�վ���ſ����еģ������Ҫ�yһ��һ�£����ҵ͌Ӱ�����һ�ӵĶ��x��Ҳ�����f��Խ���͌Ӷ��xԽ���s������ҲԽ�ࡣ��ͬ����

һ���ֵĠ�B���x���ӵ�����ͬ��ģ�K���όӵđ�����B������һ��أ��Ӄ��ȡ�����

2���Cеģʽ��ָ��ˇ�\�з�ʽ��Ҳ��������͠�B��һ��أ����˾S��ģ���ģʽ���������ԣ����Ԅ��\�Еr��Ч��
һ���ֵ�����x

һ���ֵĠ�B���x����ģ�KҲ�����x���Լ��ęCеģʽ�����όӃ��ȣ���

1�����������������a�\�ЙCеģʽ�����Cеģʽ���⡣
2����ʡ�ԣ�ģ�K�����c��ˇ�\�У��H�������ϵĴ��ڡ�
3�������ԣ�ģ�K���c��ˇ�\�У������ɼ�������ֻ�ǽ��^��
4�������\�У��]�����ϻ�Ͷ��ģ�M�Ԅ��\���^�̣������{ԇ��
5�����ſգ�������ϻߣ����Թ�ˇ������
6�����S�ޣ�ָһ���M�е��քӾS��̎�������箐�������Ԅӕ�ͣ������Ҫ�˹����A̎����
�±���������Qϵ��PLC��������΄���ģ�K�����x�ӿڡ�

��ͬ�^��ͨ�^IP��ַ��^�֣���ͬ�^�Ĺ�վģ�K�Y�����x��ȫ��ͬ���ϱ��Б��õ���L5000-6999,M5000-7999, D5000-8999�����Ȕ����^����������ƾW�j���^�g����λ�C��֮�g���Q��B�͔����ã��O�Å������ɼ�����������ʾ���w���x�ɸ������H�����Mһ�����ü�����
���������OӋԭ���������҂����Զ��x���½Y���Ę˜ʿ���ģ�ͣ�Ҋ�D�����˜ʿ���ģ�K�nj��Լ������ķ��b�w������˜ʿ���ģ�����Ԓ����ô��ģ�K���^ģ�K��վģ�K��������ģ�K������ǘ˜ʿ���ģ�͵Č���������ֵ��ȡ��������H���ö�������Y���������nj���ֵ�Ķ��x���Ҫ�yһ��

��������늳����a���Ŀ��Ʒ������x���Mһ��˼��
ǰ��̽ӑ����ģ�͕r������������������PLC����ƽ�_�酢�գ����@��������Ҫ�ģ�����ģ��ԭ���x����������ϵ�yƽ�_��Ȼͬ��Ҳ�ǿ��ԡ������ģ�͔����Ƿ��b�ģ�����������ģ�K�����̕r��ԓ�������ڌ��H��������ַ���@��Ҳ������늚��c���Ƶķ��_���I�����������T�ӡ��_���f�����Wķ����ƽ�_���������ϵ�y�����Ǻܺõ�ƽ�_�x��ܛ����ַ���^������Ӳ�����W�j����Ҳ���^������Բ��ã������Щ���Ƴ�iQƽ�_Ҳ�Ǟ��˸�׃�@�N������
��Ȼ�����ǂ�����ƽ�_�����Hȡ�Q�ڼ��g������߀�c�ɱ�����ُ���ڡ����̎��Ă��������������͑���ƫ�õ��������P����������ô���x�P���X�ßoՓ��Ӳ��߀��ܛ����ƽ�_�Ľyһ�ǿ���ϵ�y�İlչ����
�����“һ�W���ף��o�p�B��”�˜ʁ��������_���f����Logix����ƽ�_��NetLinx�_�žW�j����ӽ��@�N˼�롣���O��ӾW�jDeviceNet�������ƌӾW�j ControlNet�ٵ����I��̫�WEtherNet/IP���@���N��ͬ�ľW�j������Ӻ͔����·���m�f��һ�ӣ��������đ��ÌӶ���ʹ��ͬһ���f�h����CIPͨ�ù��I�f�h��
��ͬ�W�j�g���D�QҲ���^���Σ������Ϙ˺��������Ԍ�ַ���ס��������乤�I��̫�WEtherNet/IP֧�����õļ�������
�෴���⣬�������T�ӿ���ƽ�_�ڲ�ͬ�W�j�g�D�Q���B�ӕr������Ҫ���s������̎������Ȼ���T���ڮaƷ���w�������ԡ��Ј�����ȡ������Եȷ���߀���Ѓ��ݵġ����⣬�Wķ��Sysmacƽ�_Ҳ��һ���ܺ��x��
�mȻ�Ԅӻ��lչڅ�������״�ϵ�y����ƽ�_����ۼ������Ј��еĸ��N�W�j�������˜�߀�Ǻܶࡣ���ͳɱ������Ч�����κ��ИI�lչ��څ�ݡ�
�P�������Ԅӻ��ИI����ƽ�_��������ITƽ�_���n��δ���ı�Ȼڅ�ݣ�PLC�����Z�Ԍ����Y�������ı������ΈD�Z�Լ��У��˙C���挢�yһ��ƽ����X+�M�Bܛ��ƽ�_���W�j���������yһ�����I��̫�W�����P�������S��Ҏģ�����ã��ɱ��Ľ��ͣ��������o����������늴��y�ȶ��yһ�����I��̫�W������ƽ�_�ϡ�
��ĿǰIO-Link��AS-I��Modbus��DeviceNet��CC_Link��Profibus��Profinet��EtherNet/IP��EtherCAT��TCP/IP�ȸ��N������W�j߀�DZ�횵��x�����������x��һ����ϵ�y�W�j�ΑB����̫�ࣻ���Ǡ��浽���r��Ҫ��dz�������ŷ�ͬ�����ƣ���ʹ���ŷ��������Ҳ�yһ��ͬһ���W�jƽ�_�ϡ�

(؟�ξ�������)




�����Wע�� ����Դ��XXX�����Ї�늳��ˣ�������Ʒ�����D�d������ý�w���D�dĿ�����ڂ��f������Ϣ�������������Wٝͬ���^�c�͌����挍��ؓ؟��
������Ʒ���ݡ������������}��Ҫͬ���Wϵ�ģ�Ո��һ�܃��M�У��Ա��҂����r̎����
QQ��503204601
�]�䣺[email protected]
-
����ION��˾�̑B늳���ͻ�ƣ���125��ѭ�h������˥�p����5%
2024-03-11 22:56 -
늳�Ȧ��]�й�ͬ��ԣ
2023-05-17 09:20 -
��x��늳ظ�Ĥ����Ҫ���܅�������Щ��
2023-01-24 18:18 -
���g������늺îaƷ�Ƿ�һ����˾�I�����F��
2023-01-24 18:16 -
�늮a�I�������ҕ�X�z�yϵ�y������Ч��
2023-01-24 18:11 -
늄�܇�Ј��_�����r���� �����cС�i֮�����ܸ��L��
2023-01-24 18:10 -
��ԣ�Ƽ��M3�|ԪͶ���늳��X�����a�Ŀ
2023-01-10 15:53 -
�������r����늳ؼ��g���
2022-09-06 09:32 -
�U�ᡢ��k��懚䡢�늳�ȱ�c����
2022-06-21 08:42 -
��U�f늳��_���������U�fNCM�c�p���ܴ������F�����ӣ�
2022-05-19 11:46
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|



-
����ION��˾�̑B늳���ͻ�ƣ���125��ѭ�h������˥�p����5%
2024-03-11 22:56 -
늳�Ȧ��]�й�ͬ��ԣ
2023-05-17 09:20 -
��x��늳ظ�Ĥ����Ҫ���܅�������Щ��
2023-01-24 18:18 -
���g������늺îaƷ�Ƿ�һ����˾�I�����F��
2023-01-24 18:16 -
�늮a�I�������ҕ�X�z�yϵ�y������Ч��
2023-01-24 18:11 -
늄�܇�Ј��_�����r���� �����cС�i֮�����ܸ��L��
2023-01-24 18:10 -
��ԣ�Ƽ��M3�|ԪͶ���늳��X�����a�Ŀ
2023-01-10 15:53 -
�������r����늳ؼ��g���
2022-09-06 09:32
-
2024�늳����Ј��
2024-05-24 18:59 -
С�����늳����죬�c���r���������Y��˾��
2024-05-20 19:05 -
�������Ŀ�Kֹ���ذ��ļ�������I�μ��U��a�ܣ�
2024-05-15 19:12 -
�y�ֶ���������@����I5������늳��Ŀ�_��/���s!
2024-05-21 18:46 -
�ذ�������Դͻ���������ã��̑B늳�ِ���������l
2024-05-28 18:18 -
Ͷ�Y��25�|Ԫ���@������I�M���������O늳ػ��WƷ�Ŀ
2024-05-22 19:20 -
��һ10GWh�Ŀ�_�����̑B늳ؾ��x�a�I��߀Ҫ��ã�
2024-05-11 19:17 -
���r�����ȁ��ϡ��Є��º���ͬ��؛ε������������
2024-05-09 18:48

�rֵ�ɾ��ИIƷ�ƣ����\�����ṩ���������YӍ
��ICP��2024061100̖
 �Ź���̖
�Ź���̖